全國咨詢熱線:156-5316-8000

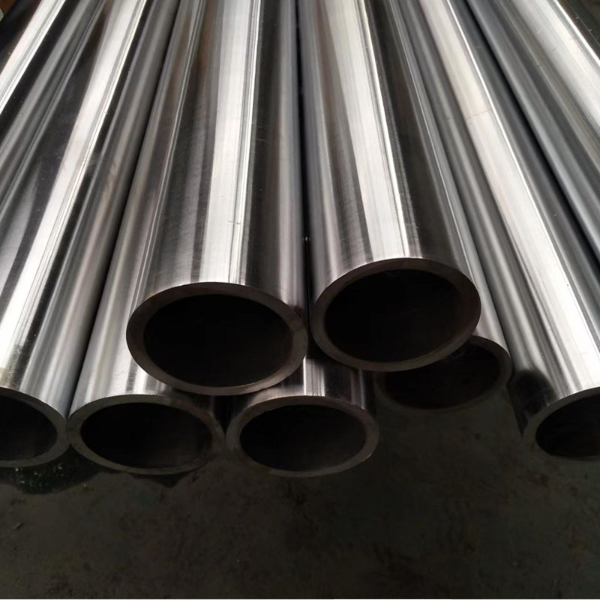


20號(hào)鍍鉻精密管規(guī)格尺寸
20號(hào)鍍鉻精密管規(guī)格尺寸。工鍍鉻鋼管工藝有什么要求和注意事項(xiàng)?鍍鉻鋼管生產(chǎn)廠家為你講解!
鍍硬鉻工藝是在各種基體表面鍍上一層很厚的鉻鍍層,厚度一般在20μm m以上,利用鉻的特性來提高零件的硬度、耐磨性、耐溫性和耐腐蝕性。鍍硬鉻是在各種基體表面鍍上一層厚的鉻鍍層,其厚度一般在;鍍硬鉻用途廣泛,如機(jī)械模具、汽缸活塞、量具、切割和繪圖工具等。它的另一方面用途是用于進(jìn)行修復(fù)磨損零件和切削過度的工件,使這些工作零件重復(fù)學(xué)生使用。它的厚度一般在20 m以上,利用鉻的特性提高零件的硬度、耐磨、耐溫和耐蝕等性能。
1、要求鍍硬鉻的零件進(jìn)行表面粗糙度等級(jí)大于6.3.以便可以保證企業(yè)表面工作質(zhì)量。
2、鍍硬鉻光軸:除油去銹后,零件進(jìn)行表面我們不得有可見的油膜與銹斑,否則企業(yè)應(yīng)適當(dāng)延長工作時(shí)間,以去凈為止,但應(yīng)防止浸入不同時(shí)間不能過長,以免造成損壞零件。如果處理后的零件表面有黑色的懸灰,需要刷洗干凈。
3、對(duì)于局部鍍鉻的零件,非鍍鉻部分在電鍍前應(yīng)進(jìn)行絕緣處理。
4、掛具與零件應(yīng)接牢,導(dǎo)電良好,掛置方法應(yīng)適當(dāng)。
5、鍍硬鉻光軸:陽極腐蝕后的沖擊電流Dk是正常Dk的1.5~2倍,時(shí)間0.5 min~2 min。
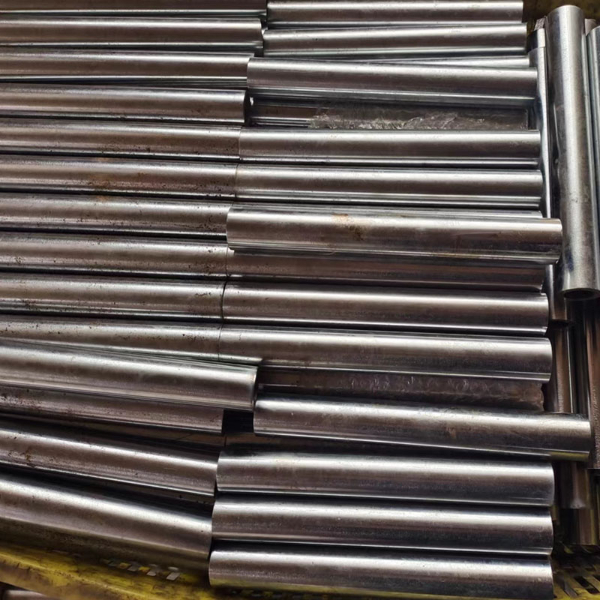
鍍硬鉻光軸商家告訴你鍍鉻光軸是指通過電鍍?cè)阢y鋼載體表面上形成的硬度為50-60鉻元素的鍍鉻光軸層。適用于自動(dòng)化行業(yè)支承直線軸承。
在鍍鉻層的陽極(逆電)處理中使用大電流沖擊也是提高鍍鉻層結(jié)合力的好方法。反電處理能除去這些零件進(jìn)行表面的氧化物。處理時(shí)陽極的電流密度應(yīng)為30~35A/dm2.溫度與正鍍時(shí)相同,時(shí)間視零件大小而定,通常是0.5~2min。涂層越厚,反向處理的時(shí)間越長。在這種情況下,僅在陰極上沉積氫氣,從而可以實(shí)現(xiàn)部件表面的目的,從而提高鉻層在鍍鉻光軸上的結(jié)合力。
鍍硬鉻光軸商家告訴你在日常生活中我們常見的鍍鉻光軸的公差一般是g6或h7.鍍鉻厚度0.8~3mm,A3鋼是過去的一種叫法,現(xiàn)在都叫Q235鋼,屈服強(qiáng)度235MPa,抗拉強(qiáng)度375-460MPa;伸長率26%。在板材里,Q235是普通的材質(zhì),屬普板系列.
鍍硬鉻光軸商家告訴你鍍鉻工藝的應(yīng)用很廣泛,鍍鉻光軸方向就是通過其中企業(yè)之一,它是指銀鋼支的表面上沒有經(jīng)過處理電鍍而形成具有一層進(jìn)行硬度達(dá)50-60的鉻元素的鍍鉻光軸材。按用途分類鍍鉻光軸的鍍鉻工藝是什么?防護(hù)裝飾鍍鉻防護(hù)裝飾鍍鉻俗稱裝飾鍍鉻,鍍層薄,光亮美觀,通常作為多層鍍層的外層,為了達(dá)到防護(hù)目的,需要在鍍層上涂一層薄的鉻(0.25-0.5 mm) ,在鍍層上涂一層厚的鉻后才能涂到鋅或鋼基材上。硬質(zhì)鍍鉻(耐磨鍍鉻,光軸鍍鉻就是這樣一種工藝)鍍層具有較高的硬度和耐磨性,可以延長工件的使用壽命。
20號(hào)鍍鉻精密管http://www.qvuf.cn
Copyright ? 山東永盛達(dá)鋼材有限公司 魯ICP備2023022812號(hào)-3
