全國(guó)咨詢熱線:156-5316-8000

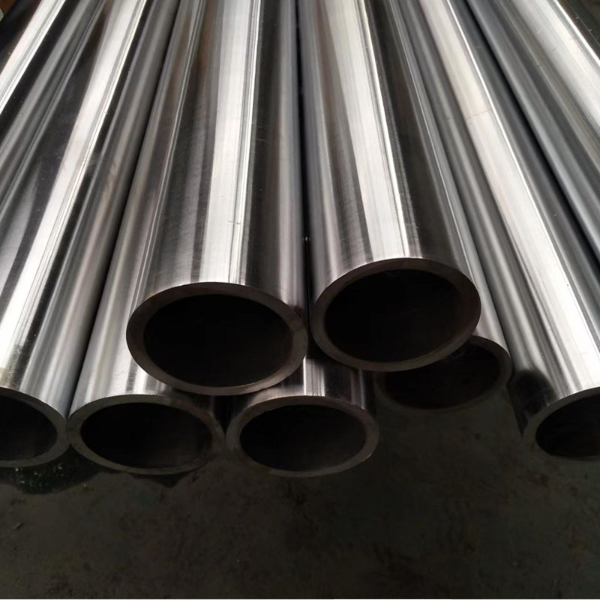


鍍鉻鋼管焊接工藝的四大要求
鍍鉻鋼管焊接工藝的四大要求如下:
1、粗糙的研磨和機(jī)加工
研磨和機(jī)加工都會(huì)造成鍍鉻鋼管表面的粗糙、留有凹槽、重疊和毛刺等缺陷。每種缺陷也可能使高鉻表面損傷到一定深度,以至于受損傷的鍍鉻鋼管表面無(wú)法通過(guò)酸洗,電拋光或噴丸等方法清理掉。粗糙的表面能夠成為發(fā)生腐蝕和沉積生成物的發(fā)源地,重焊前清理焊縫缺陷或清除多余的焊縫加強(qiáng)高都不能用粗磨進(jìn)行研磨。對(duì)后一種情況,應(yīng)再用細(xì)磨料研磨。
2、焊接引弧斑痕
焊工在鍍鉻鋼管表面引弧時(shí),會(huì)造成kgb鍍鉻鋼管表面的粗糙缺陷。保護(hù)膜受損,留下潛在的腐蝕源。焊工應(yīng)在已經(jīng)焊好的焊道上或在焊縫接頭的側(cè)邊引弧。然后將引弧痕跡熔入焊縫中。
3、焊接飛濺
鍍鉻鋼管焊接飛濺與焊接工藝有很大關(guān)系。例如:GTAM(氣體保護(hù)鎢極電弧焊)或TIG(惰性氣體保護(hù)鎢極焊)沒(méi)有飛濺。但是,采用GMAW(氣體保護(hù)金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時(shí)如果焊接參數(shù)使用不當(dāng)會(huì)造成大量飛濺。出現(xiàn)這種情況時(shí),必須調(diào)整參數(shù)。如果要解決焊接飛濺的問(wèn)題,焊接前應(yīng)在接頭的每一邊涂上防濺劑,這樣可以消除飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷kgb鍍鉻鋼管的表面或帶來(lái)輕微損傷。
4、焊劑
利用焊劑進(jìn)行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會(huì)在kgb鍍鉻鋼管表面留下細(xì)小的焊劑顆粒,普通的清理方法無(wú)法將它們清除掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機(jī)械清理方法去除這些殘留焊劑。
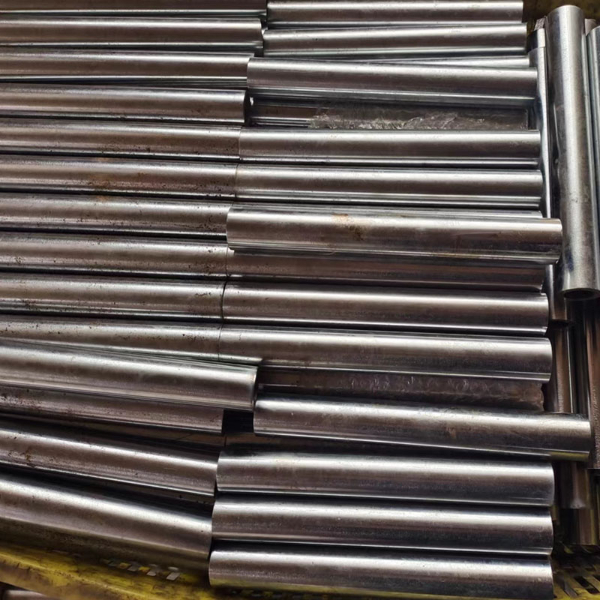
鍍鉻鋼管
Copyright ? 山東永盛達(dá)鋼材有限公司 魯ICP備2023022812號(hào)-3
